1、轴承室磨损现状;

2、轴承室表面处理。烤油,打磨,确保表面干燥、干净、结实;


3、无水乙醇擦拭表面;

4、按比例调和2211F金属修复材料至无色差;



5、轴承外圈表面薄薄涂一层803脱模剂;

6、将材料涂抹至磨损表面,使用标尺或刀口尺沿基准面刮出修复尺寸;
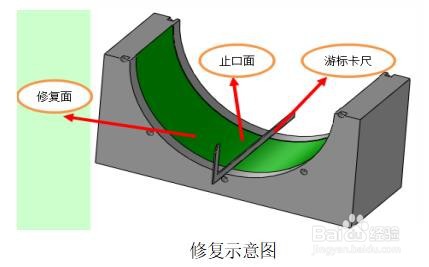
7、等待材料固化,固化后用细砂纸仔细研磨修复表面,去除多余材料;修复结束后,在轴承室内部再薄薄涂一层材料,直接装配轴承;固化8-12小时后方可开机运行;


1、轴承室磨损现状;
2、轴承室表面处理。烤油,打磨,确保表面干燥、干净、结实;
3、无水乙醇擦拭表面;
4、按比例调和2211F金属修复材料至无色差;
5、轴承外圈表面薄薄涂一层803脱模剂;
6、将材料涂抹至磨损表面,使用标尺或刀口尺沿基准面刮出修复尺寸;
7、等待材料固化,固化后用细砂纸仔细研磨修复表面,去除多余材料;修复结束后,在轴承室内部再薄薄涂一层材料,直接装配轴承;固化8-12小时后方可开机运行;