1、将彩钢板经过瓦楞机滚压成各种不同形状的板型;

2、将酚醛板上下面开槽,槽深5mm*宽2.5mm,横向竖向间隔100mm,提高聚氨酯在酚醛板上的附着力;

3、在开完槽的酚醛板的上下面喷涂聚氨酯,再使用彩钢板进行复合;

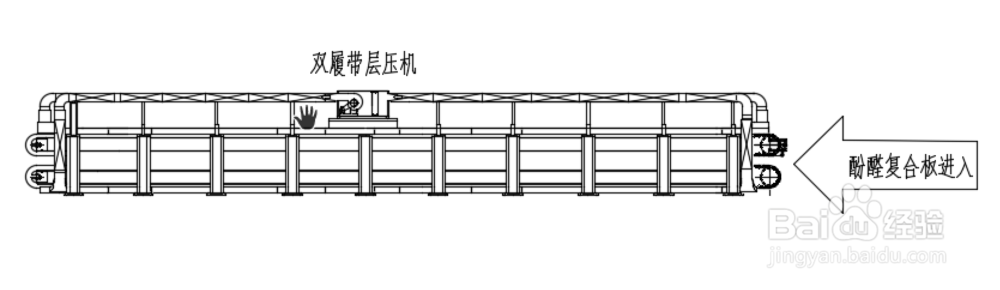
4、复合完的酚醛彩钢板进入双履带层压机,在保压保温的状态的状态让聚氨酯发泡,将酚醛板和彩钢板紧密粘接。
1、将彩钢板经过瓦楞机滚压成各种不同形状的板型;
2、将酚醛板上下面开槽,槽深5mm*宽2.5mm,横向竖向间隔100mm,提高聚氨酯在酚醛板上的附着力;
3、在开完槽的酚醛板的上下面喷涂聚氨酯,再使用彩钢板进行复合;
4、复合完的酚醛彩钢板进入双履带层压机,在保压保温的状态的状态让聚氨酯发泡,将酚醛板和彩钢板紧密粘接。