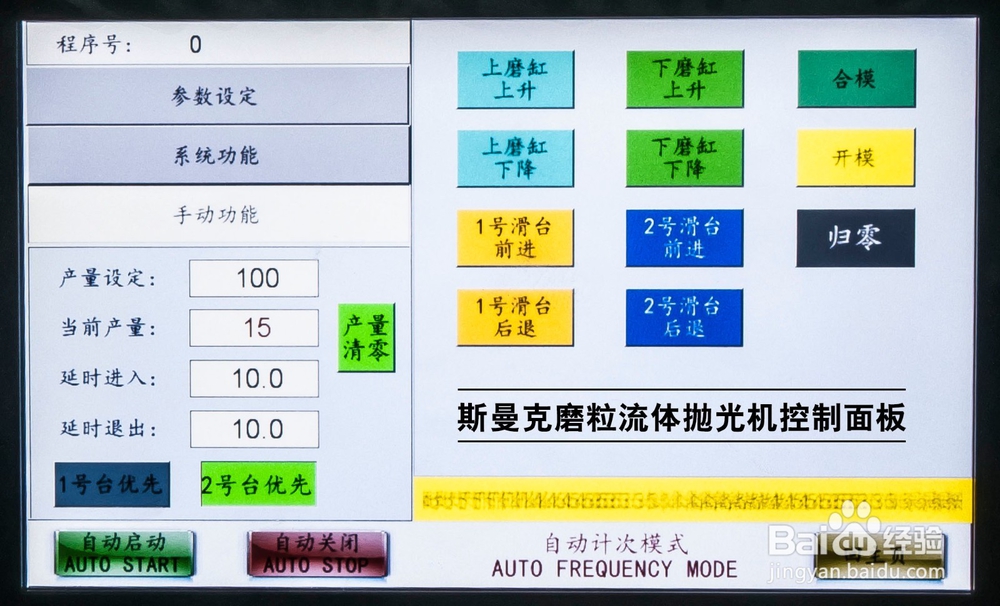
1、磨粒流内孔抛光:如下图,通过PLC控制设备运作,如果需要更加精密的表面粗糙度,在参数设定处,将加工时间延长即可。如果担心加工时间过长,导致工件微变形,可在退模后,进行二次精细研磨。
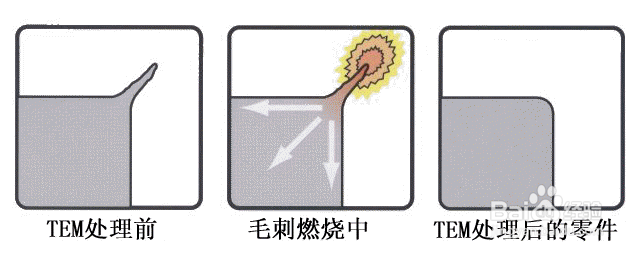
2、燃烧内孔抛光:将工件置于密封舱内,设备会自动注入可燃气体,通过火花塞点火,瞬间产生的高热能会深入工件内孔,将内孔表面附着物燃烧清理。当然这种工艺在铝制品、铜制品、镁制品等工件的应用上,还需要商榷。
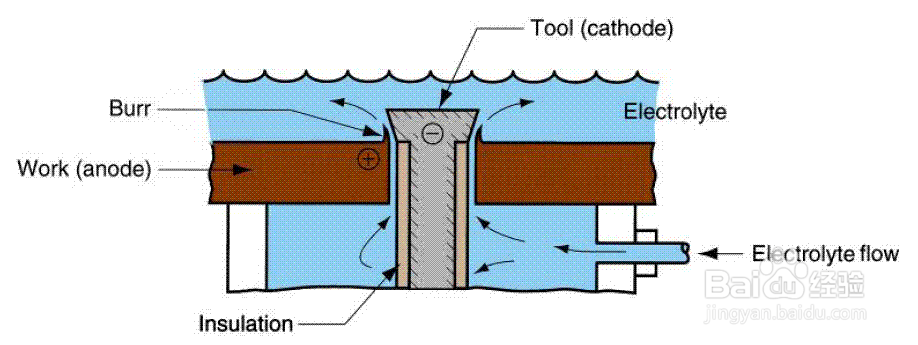
3、电极内孔抛光:如果不担心毛刺附近也受到电解作用失去光泽,可以考虑用这种方法。低压电解液( 0.1~0.3兆帕)流过工件与阴极之间,使用直流电源接通,毛刺便产生阳极溶解而被去除。
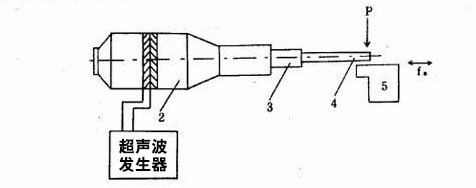
4、超声波内孔抛光:原理是将电能转换成机械能,将超声波转换成高速机械振动,从而带动研磨悬浮液高速冲击内孔表面,振动频率可达每秒20000次以上,从而达到抛光效果。当然这种方法对于微小孔的处理,就显得有点无力,因为冲击工具头无法深入。