1、1.铝合金加工难点
1、粘刀现象--熔点低,切削热易造成材料融化粘刀,形成积屑瘤;
2、切削变形--铝合金硬度小,塑性高,切削时工件变形大;
3、切削振动--铝合金弹性模量小,切削时易产生弹性。
2、2.高硅铝合金8-12%Si材料选择刀具材质
铝合金在实际应用中会加入硅元素,而硅对硬质合金有腐蚀作用。虽然一般只对超过12%Si(高硅铝合金)的铝合金推荐使用金刚石刀具,但这并不是绝对的。
硅含量在8%-12%之间的铝合金是一个过渡区间,既可以使用普通硬质合金,也可以使用金刚石刀具。但使用硬质合金应使用经PVD(物理镀层)方法、不含铝元素的、膜层厚度较小的刀具,因为目前的超硬镀层多为铝、氮、钛三者的化合物,可能会因硬质合金基体随膜层剥落时少量剥落造成崩刃。因此建议在硅含量超过8%时就推荐使用金刚石刀具。
3、3.高硅铝合金加工时PCD刀具需合理选择
如果pcd刀具的切削刃钝化,切削时会将硅颗粒从基体中撕离,从而破坏加工表面光洁度。硬度较软的低硅铝合金也并不一定易于切削加工(尤其当工件表面质量要求较高时),加工此类合金时遇到的主要问题是卷屑不良和容易产生积屑瘤,影响加工表面光洁度,特别是硅含量低于9%的粘性铝合金,加工难度相当大。
所以PCD刀片的成功应用不仅仅取决于合理选用刀具几何参数和切削参数(如PCD车刀常用的进给率范围为0.13mm/r(精车)~0.38mm/r(粗车)),有时还需要刀具供应商对刀具使用中遇到的问题提供解决方案。
4、4.高硅铝合金加工刀具牌号选择
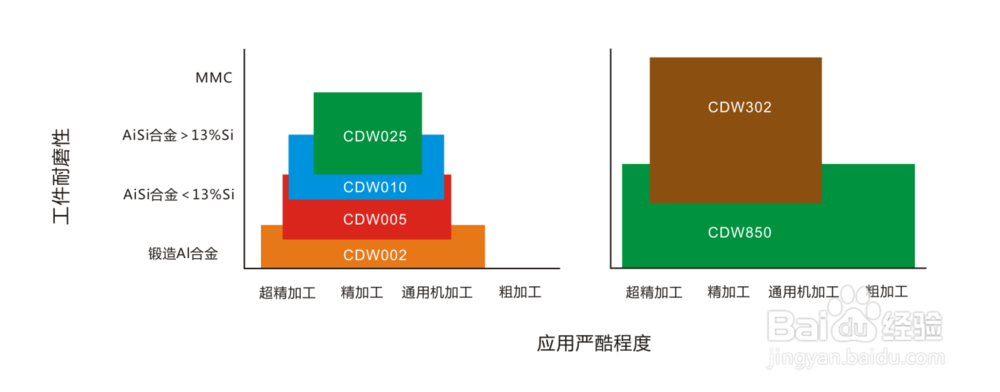
根据铝合金中硅Si含量的不同,一般中硅铝合金的加工选用CDW010牌号PCD刀具,针对高硅铝合金CDW025牌号的耐磨性能更高,刀具的加工效果和使用寿命更好。
5、5.高硅铝合金加工切削参数推荐

6、6.铝合金活塞加工刀具案例
铝合金活塞刀具有PCD燃烧室刀、PCD刀片和外圆车刀、PCD活塞环槽刀、PCD镗孔刀、PCD止口刀分别加工顶部球窝、外圆、外圆环槽、销孔及活塞止口部分,针对活塞所用不同含量的硅铝合金,选择对应的刀具牌号,CDW002牌号主要用于低硅铝合金、铜合金的超精密加工,可获得很高的光洁度;CDW010牌号适用于中高硅铝合金、铜合金、无机复合材料等的粗精加工,具有优异的耐磨性以及抗冲击性,可获得较高的表面光洁度;CDW025牌号适用于高硅铝合金等高耐磨材料的粗加工,具有更高的耐磨性能。