1、划线标记:测量、划线,标记承插深度
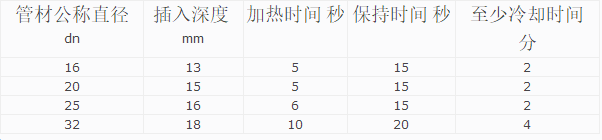
使用硬度大于2B的铅笔或炭化铅笔(不得使用油性水笔)在管材上画出相应的插入深度。具体的插入深度要求请见表
2、径向切割;轴向切割;去掉铝合金层。
3、清洁
每次开始熔接前,都应该对熔接模头、管材和管件的加热区域进行清洁。
对熔接模头,应使用不起毛、不脱落的软纸或软布进行清洁,而且不应使用清洁溶剂。
对管材和管件,还需用以上的软纸或软布上沾上浓度超过94%的无水酒精,充分湿润后分别擦净管材和管件的加热区域。
产品经清洁后应避免再受工作环境的污染,更不要再用手触及已清洁的区域。
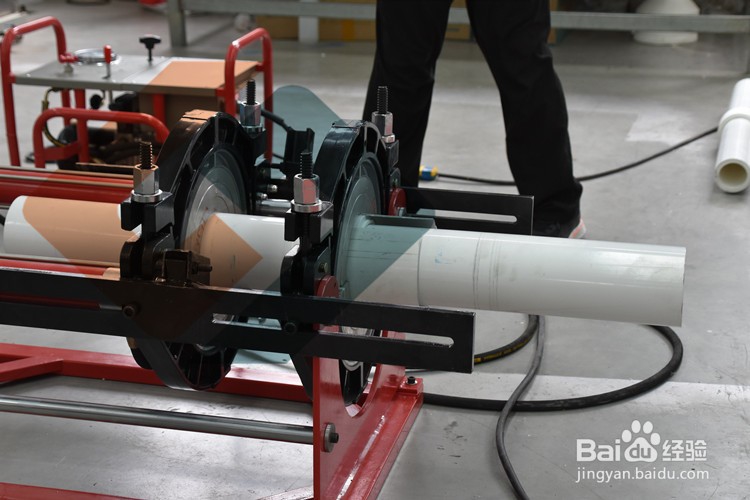
4、管材与管件的加热;



5、管材与管件热熔连接。
6、保持和冷却
现在开始计时进行保持。保持时间应严格按表1规定的保持时间执行。在保持时间,双手应扶稳管材和管件,避免管材与管件之间的相对位移。
保持时间结束后即进入冷却时间,并严格按表1规定的冷却时间执行。冷却期间的熔接产品应置于平整水平的平面上,并尽量避免用手握持刚接好的管材和管件,更不能进行下一步的熔接组组装工作。
冷却完成后,可对熔接口进行外观检查。


7、一个完美的熔接接口,要丢管子和管件连接同心和平直,并且完全熔合,内部没有多余的熔瘤(内部过多的熔瘤回引起截流效应;外部熔瘤均匀、干净且美观整齐,无线状生成物。
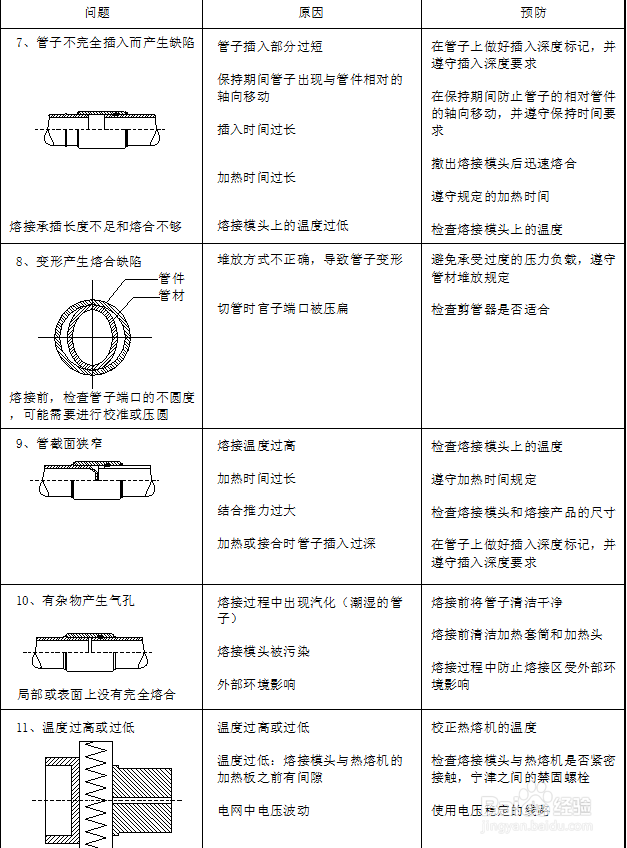
下表列出熔接过程中可能出现的熔接问题和相应的预防方法: