1、M型标准卡尺

2、ABS数显卡尺

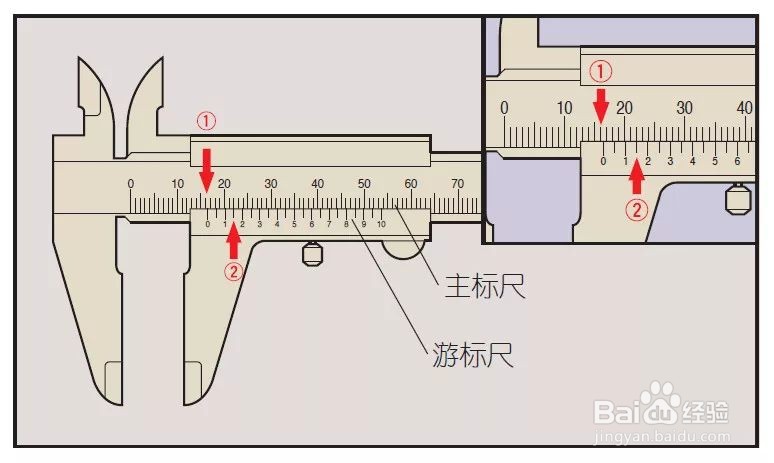
3、游标卡尺
分度值 0.05mm
①主标尺读数 16 mm
②游标尺读数 0.15 mm
读数值 16.15 mm
注意:②0.15mm是读取的主尺刻度与游标刻度重合的位置
4、带表卡尺
分度值 0.01mm
①主标尺读数 16 mm
②表盘读数 0.13 mm
读数值 16.13 mm

5、卡尺的测量应用通用卡尺

6、内尺寸测量

7、阶差测量
8、深度测量

9、专用卡尺沟槽直径测量尖爪卡尺

10、窄槽直径测量薄片卡尺

11、阶差断面测量偏置卡尺

12、管壁厚度测量管壁厚度卡尺

13、内径测量内径卡尺

14、M型标准卡尺使用前的注意事项:
1. 使用少量千分尺润滑油擦拭基准端面及滑动部位。
2. 全行程移动尺框,确认是否被卡住等。
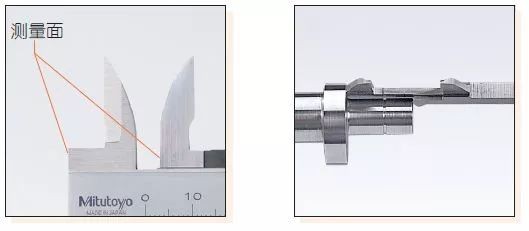
3. 清洁测量面后,使其贴合,确认下面的内容:
■外侧测量面:对准光源时,看不到光是正常的。(图1)有污渍、碎屑或毛刺等不能完全贴合时,有时能看到光。(图2)
■内侧测量面:对准光源时,仅能看到一点光的状态是正常的。(图1)
■请确认基准点。(图3)


15、使用中的注意事项
1. 读取刻度时,请将视线对准正面,注意视差。(图4)

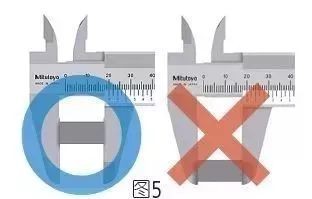
16、 测量时,请使用一定的力量,尽量在量爪根部测量。(图5)
17、 请不要在测量面倾斜的状态下测量。(图6)

18、使用后的注意事项
1. 使用后,确认各部位有无损伤并将整体清洁干净。在附着有水溶性切削油等场所使用时,清洁后,请务必进行防锈处理。
2. 将外侧量爪打开0.2~2mm左右,无需拧紧紧固螺钉保管。(图7)
3. 不能在高温高湿、多尘埃及多油污的场所存放。
*如使用数显型卡尺,若长期不使用时请取下电池
