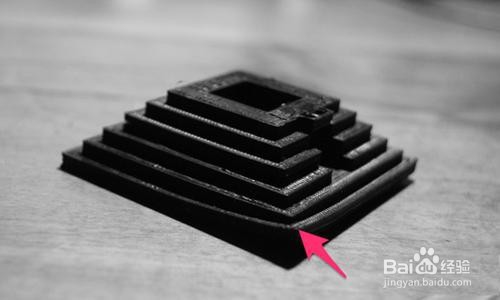
1、 打印翘边是很常见的问题,我们首先检查热床温度是否太低,像PAL热床温度最好在60摄氏度;并且也可以用高粘度的棒棒胶,涂到热床上就能完美解决,但是会留下明显的痕迹,日子长了,也会有很多杂志,需要定时清理; 还可以铺美纹纸,就是画家用的美纹纸,也能完美解决。
1、 在不受外力的情况下,3D打印机错层很大的原因是步进机的皮带打滑,丢了步数,这里我们就要看是否绷劲皮带,调整到最佳位置即可。也可能是打印速度太快,所导致。最佳打印速度在80以内。PS:如果层厚0.3设置速度必须要慢一些。

1、 这种一般都是原材料的问题,韧性不够,杂志太多,特别次的能肉眼看到明显的黑点,而且排列杂乱,无顺序,容易缴在一块,易扯断。这种就需要找新的供应商了,不要太贪便宜,会耽误工夫。贵一些的,颗粒感明显细。

1、 如果图纸模型画的没问题,该填充的填充了,该链接的链接了。这就是切片软件的问题,而且切片软件根据不同的机型,切不来走线也不一样。我们可以多用几款切片软件,某CU是最常用的入门级切片软件。一个不行,你换一个没准就行了。
1、 这样将喷头加热到190摄氏度,用细针捅开就可以了。如果实在不行,就要换喷嘴了。碰嘴看需求可以换一个大一点口径的,这样可以提升打印速度。

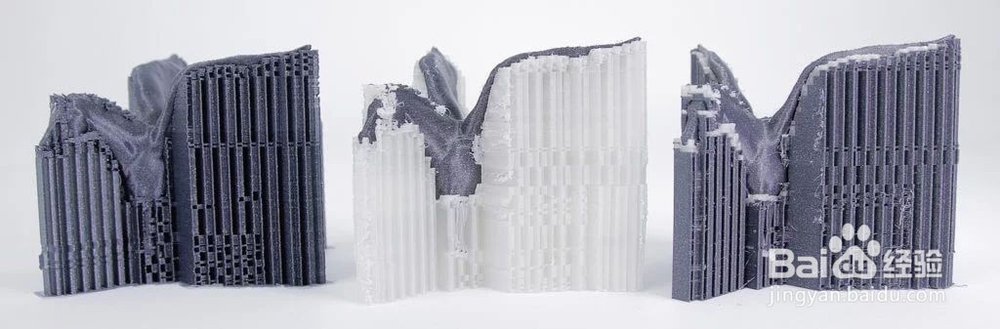
1、 打印模型很正常的会遇到添加支撑尤其是90度的支撑,经常加的惨不忍睹。这里大家可以就选择网格支撑来添加,一般默认的是线性支撑,距离大一些也可以添加支撑密度,不过网格支撑更结实。