1、由于数控铣床配置的数控系统不同,使用的指令在定义和功能上有一定的差异,但其基本功能和编程方法还是相同的。

2、1.数控铣床的主要功能
数控铣床点位控制功能 数控铣床的点位控制主要用于工件的孔加工,如中心钻定位、钻孔、扩孔、锪孔、铰孔和镗孔等各种孔加工操作。
连续控制功能 通过数控铣床的直线插补、圆弧插补或复杂的曲线插补运动,铣削加工工件的平面和曲面。

3、刀具半径补偿功能
如果直接按工件轮廓线编程,在加工工件内轮廓时,实际轮廓线将大了一个刀具半径值;在加工工件外轮廓时,实际轮廓线又小了一个刀具半径值。使用刀具半径补偿的方法,数控系统自动计算刀具中心轨迹,使刀具中心偏离工件轮廓一个刀具半径值,从而加工出符合图纸要求的轮廓。利用刀具半径补偿的功能,改变刀具半径补偿量,还可以补偿刀具磨损量和加工误差,实现对工件的粗加工和精加工。
刀具长度补偿功能 改变刀具长度的补偿量,可以补偿刀具换刀后的长度偏差值,还可以改变切削加工的平面位置,控制刀具的轴向定位精度。

4、固定循环加工功能 应用固定循环加工指令,可以简化加工程序,减少编程的工作量。
子程序功能 如果加工工件形状相同或相似部分,把其编写成子程序,由主程序调用,这样简化程序结构。引用子程序的功能使加工程序模块化,按加工过程的工序分成若干个模块,分别编写成子程序,由主程序调用,完成对工件的加工。这种模块式的程序便于加工调试,优化加工工艺。
5、2. 数控铣床加工范围
平面加工:数控机床铣削平面可以分为对工件的水平面(XY)加工,对工件的正平面(XZ)加工和对工件的侧平面(YZ)加工。只要使用两轴半控制的数控铣床就能完成这样平面的铣削加工。
曲面加工:如果铣削复杂的曲面则需要使用三轴甚至更多轴联动的数控铣床。
6、3. 数控铣床的装备
夹具 数控铣床的通用夹具主要有平口钳、磁性吸盘和压板装置。对于加工中、大批量或形状复杂的工件则要设计组合夹具,如果使用气动和液压夹具,通过程序控制夹具,实现对工件的自动装缷,则能进一步提高工作效率和降低劳动强度。
刀具 常用的铣削刀具有立铣刀、端面铣刀、成形铣刀和孔加工刀具。
7、一般来说数控车床主要是手动编程,用的只是windows自带的文本文档编写。而数控铣床与加工中心的话最好还是MasterCAM9.0(英文版),对于编程师来说,英文版比较稳定,初学者来说就当然是中文版;近几年来,UG的应用也比较多,这个软件集建模与编程于一体,操作比较灵活,所以还是强烈推荐UG7.0。
8、数控铣床编程时什么意思呢?它是指把加工零件的加工顺序,加工信息,加工参数、尺寸等,用规定的文字、数字、符号组成的代码,按照规定的格式编写成的程序。具体编程步骤如下:
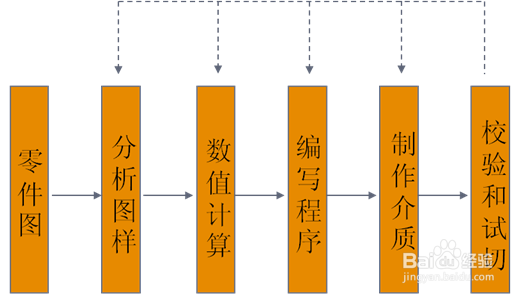
9、首先对图样进行分析,确定加工工艺的过程。分析零件的材料、形状、尺寸、精度及毛坯形状和热处理等。在图纸分析的基础上,选择机床、确定加工方法、刀具与夹具;确定零件加工的工艺线路、工步顺序及切削用量等工艺参数等。
其次对加工数值进行计算。计算交点、节点坐标值以及其它数据。
10、第三对零件进行加工程序编程。根据制定的加工路线、切削用量、刀具号码、刀具补偿、辅助动作及刀具运动轨迹,按照数控系统规定代码及程序格式,编写零件加工程序。
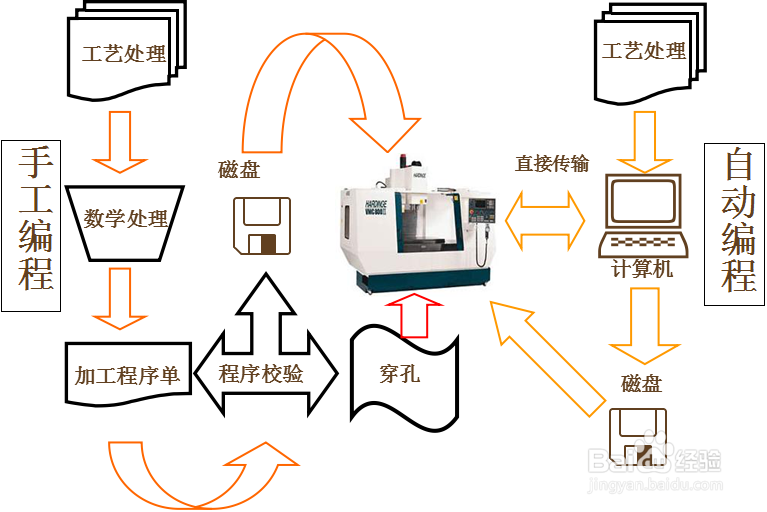
11、第四制作控制介质。
12、第五对程序进行检验是否有误,尝试切削。将程序单上的内容,经转换记录在控制介质上,若程序较简单,也可直接通过键盘输入。
13、以上是对数控铣床编程步骤的具体介绍,现在大家应该知道是怎样的了吧,希望这些能够给大家带来帮助!如果你还有关于数控铣床编程的问题,在这里给大家分享一下数控铣床编程步骤的相关资料:链接: http://pan.baidu.com/s/1c0x2ApM 密码: wvri