1、 车削工件是有尺寸要求的,要测量出尺寸要求就需要使用专用工具测量。一般是使用游标卡,用游标卡可以测量工件外圆,内孔,长度。有些游标卡还可以测量工件的深度。游标卡有不同的规格,是根据需要选用的。

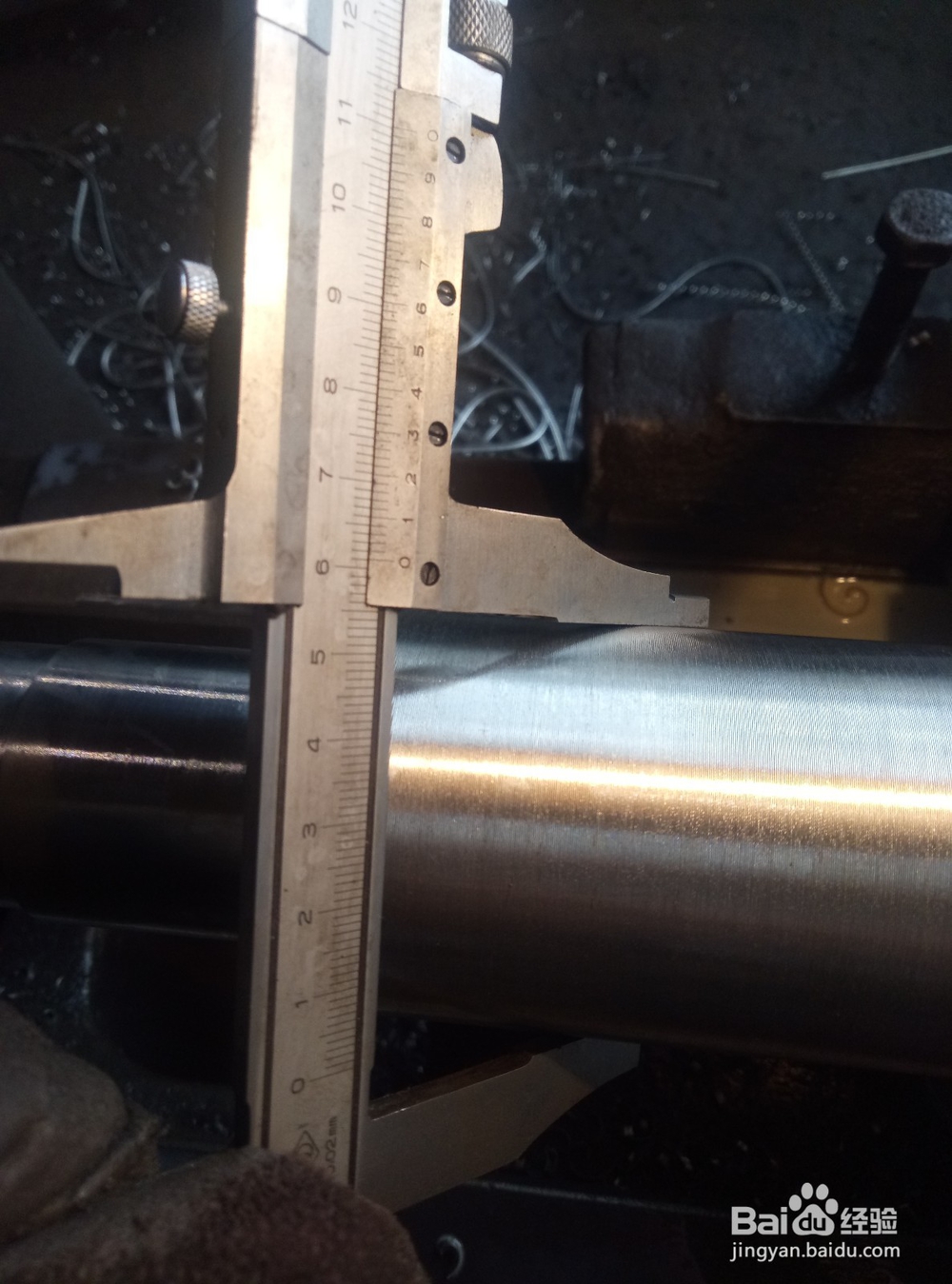
2、 我使用规格是200的游标卡,因为工件外圆是75毫米左右。如图所示是使用游标卡测量工件的外圆,卡在工件的外圆上,这时就可以测量出工件外圆尺寸,测量结果是61。单位是毫米,61的来历是,在付标尺的刻度上读出来的,以0开始看后面的数字,哪个数字的刻度线和主标尺的刻度线对齐的,就是这个读数。这个读数是61正10丝。一般游标卡的精度是10为单位。这是粗的测量。
3、 轴类工件的外圆如果要求高的话就要精确到0位。这就需要选用千分卡了,它是把1毫米再100份。这样就达到要求了。

4、 使用千分卡测量外圆时要多测量几次。取相同的读数。注意使用时千分卡的一个点不要动,另一个可以调节的点要在外圆上移动,在最高点才是测量的结果。

5、 使用千分卡时要注意,有亮线和暗线之分。错了就会相差50丝。所以使用时用游标卡测量一下千分卡。游标卡的两脚的大小是10毫米。这样就不会错了。
