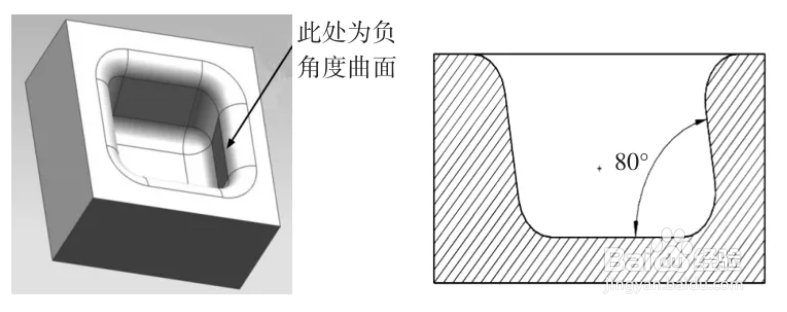
1、 在模具制造中, 数控加工经常出现负角度曲面 , 负角度曲面如果使用3轴数控机床加工, 加工制造中存在加工盲区, 无法达到使用标准, 现从3轴数控机床使用UG NX加工负角度曲面的方法加工负角度曲面。
2、加工负角度曲面的几种方法
(1) 采用3轴数控铣床配合夹具加工。
(2) 采用电火花机床 (EDM) 加工。
(3) 采用5轴数控机床加工。
(4) 3轴数控机床使用UG NX中曲面铣削进行加工

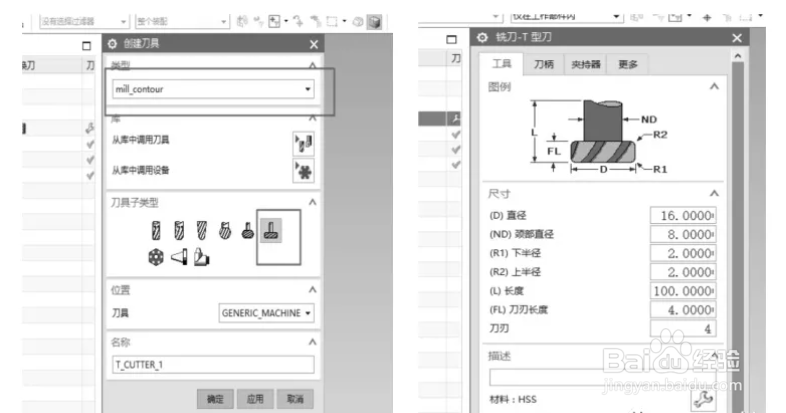
3、创建刀具
使用3轴数控机床加工负角度曲面, 需要采用圆角盘铣刀, 可按需要调节刀具大小,为创建刀具页面, 为本文加工所使用刀具参数。使用UG NX加工畜棍恩编程加愁裁工负角度曲面对刀具使用具有共用性, 即一种规格刀具可铣削多种角度的负角度曲面。
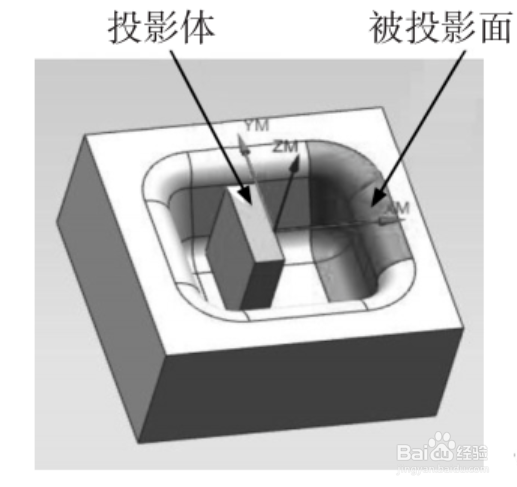
4、创建投影体
投影体大小是决定铣削时刀路走向、 高低及铣削区域位置的重要参数 。在生成刀具路径后可通过调整投影体大小来更改、 优化刀具路径。
5、创建铣削曲面数控程序
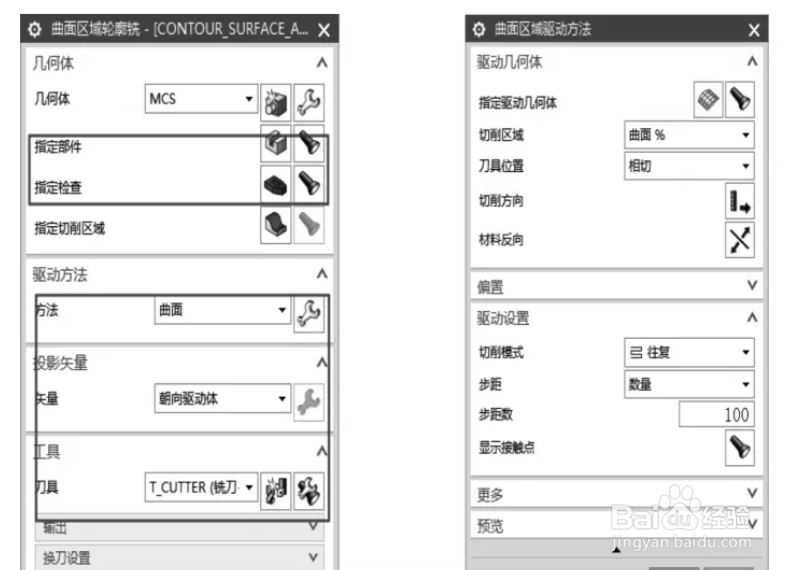
(1) 进入UG NX加工界面, 创建曲面区域轮廓铣削工序 。
(2) 设置检查体:检查始丽体是防止数控加工中程序出现过切, 造成工件报废而设置的保护措施 。
(3) 选择铣削区域:选择指定部件, 直接选择需要铣削的负角度曲面 。
(4) 选择驱动方法:曲面驱动;投影矢量:朝向驱动体 。
(5) 编辑驱动方法:指定驱动几何体 , 及铣削方向、 步距等
6、 (6) 设置切削参数及非切削移动参数。
(7) 生成刀具路径 , 生成刀具路劲后通过调整投影体来调整刀具路径达到工件要求。
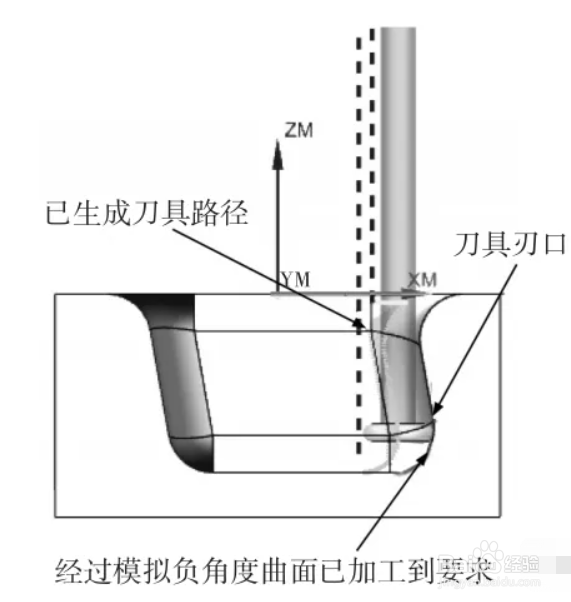
7、 (8) 程序3D仿真:通过3D仿真程序检查铣削过程中是否存在过切、 撞刀及铣削余量过大问题, 及铣削后负角度曲面是否铣削到位 。
(9) 后处理生成NC加工程序 。

8、总结
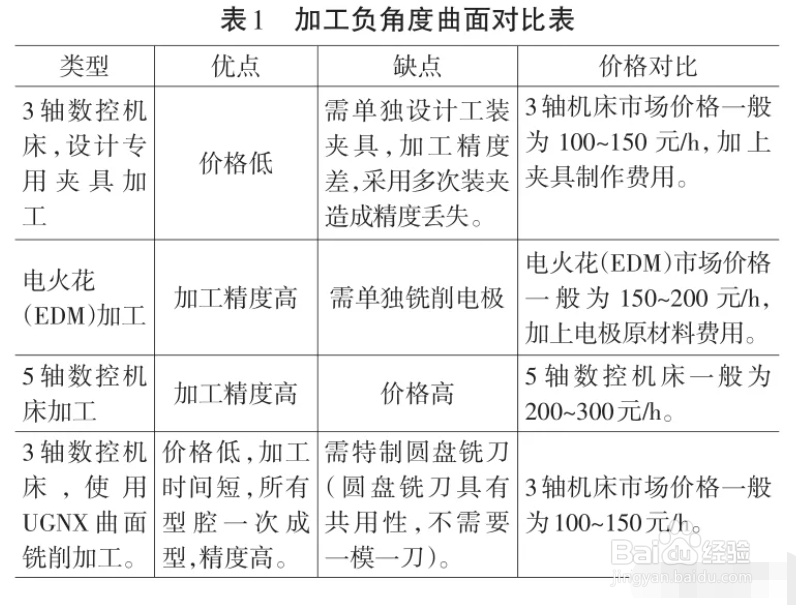
通过实践并结合众多中小企业未配备电火花机床 (EDM) 及5轴数控机床的情况, 特制作出各种加工机床优缺点对比表, 如表所示。
对比表中数据得出:在实际加工应用中, NG NX曲面加工解决了3轴数控机床在加工负角度曲面需要特制夹具的问题, 经过优化加工程序使数控机床能更快捷的达到工件要求, 减少了加工制造中的加工时间, 减少了由于二次装夹而产生的精度丢失情况, 节约了加工成本, 缩短生产周期。