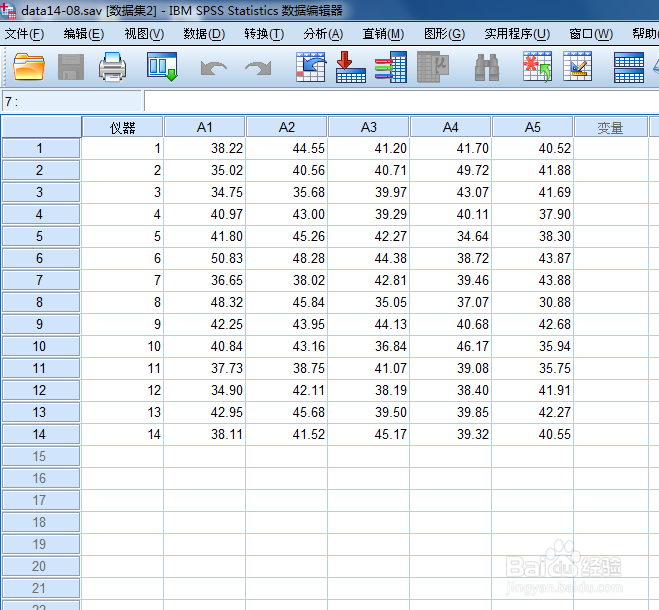
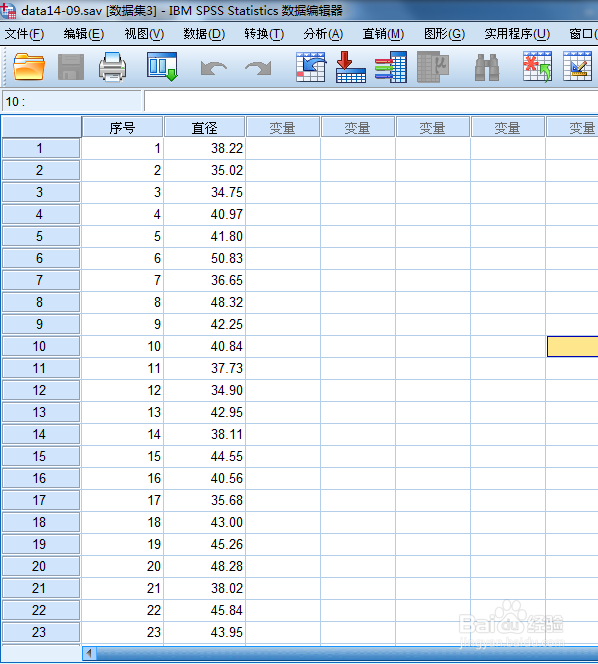
1、首先绘制第1种控制图(个案为子组的X条形图、R图和S图),这里以某工厂对其生产的用于标准样品测定的尼龙纤维直径的测量数据为例,绘制控制图,数据样本如图,包含14种测量仪器,每种仪器5次测量结果。
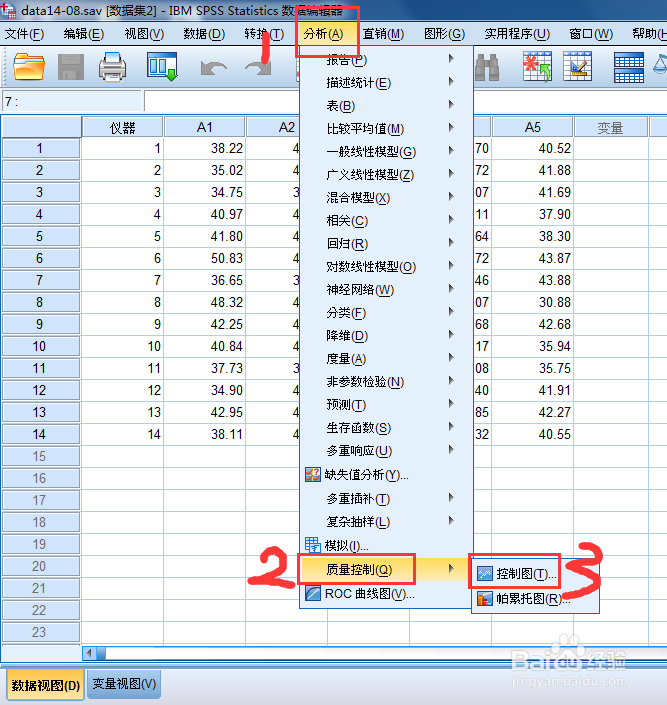
2、开始绘制控制图,依次点击“分析”“质量控制”“控制”,然后弹出控制图窗口。
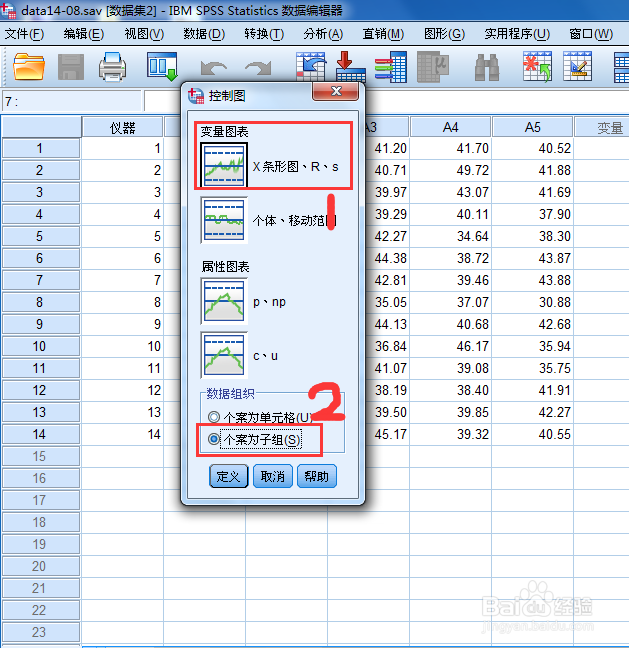
3、在控制图窗口中,依次选择“X条形图、R、S”,“个案为子组”,然后进行定义。
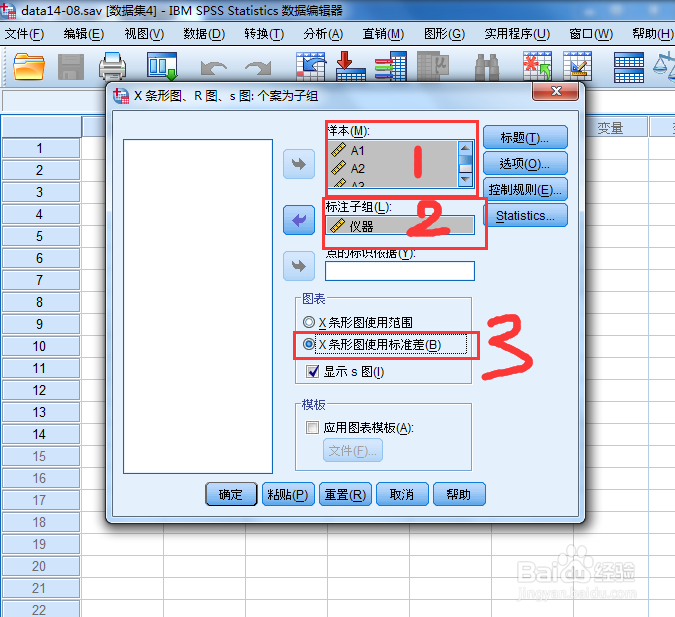
4、在定义窗口中,将5次测量结果A1-A5选入”样本“框,然后"标注子组"框选入”仪器“,图表栏选择"X条形图使用标准差",然后确定。
5、控制图就出来了,这里简单解释一下图表含义。从图中可以看出,平均中心线的值为14组平均数的平均值,并由此计算得到上、下控制限,测定值在上、下控制限内属于随机波动,超出上、下控制限时属于测定失控。
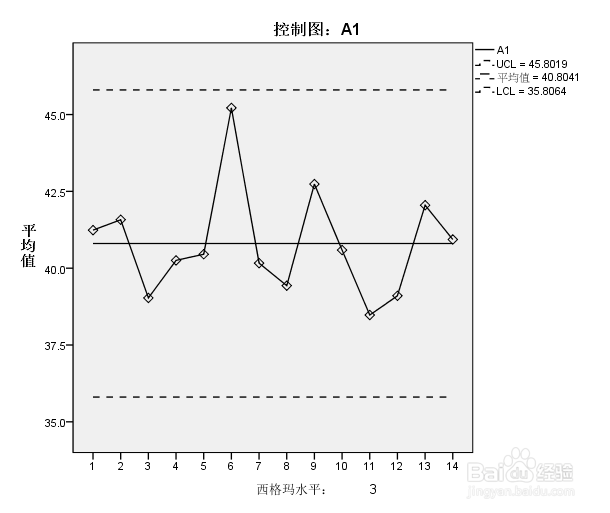
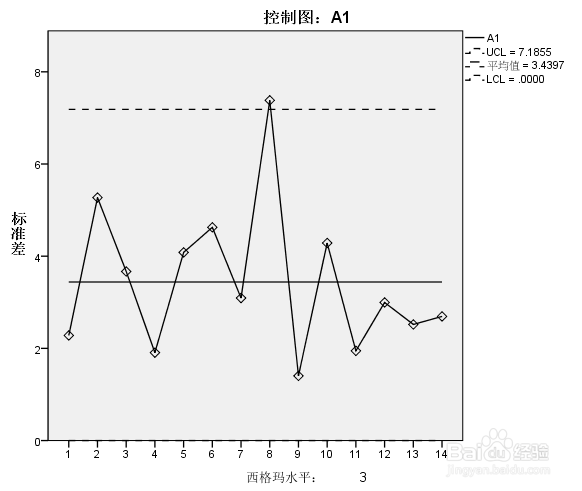
6、标准差控制图又称S图,用于控制例数较多时重复控制测定的精确度。
7、下面开始介绍第二种控制图的做法(个案为单元的个体,移动全距控制图),以前面例子的部分数据,A1,A2变量中的28个数据为例,整理数据表如下图。
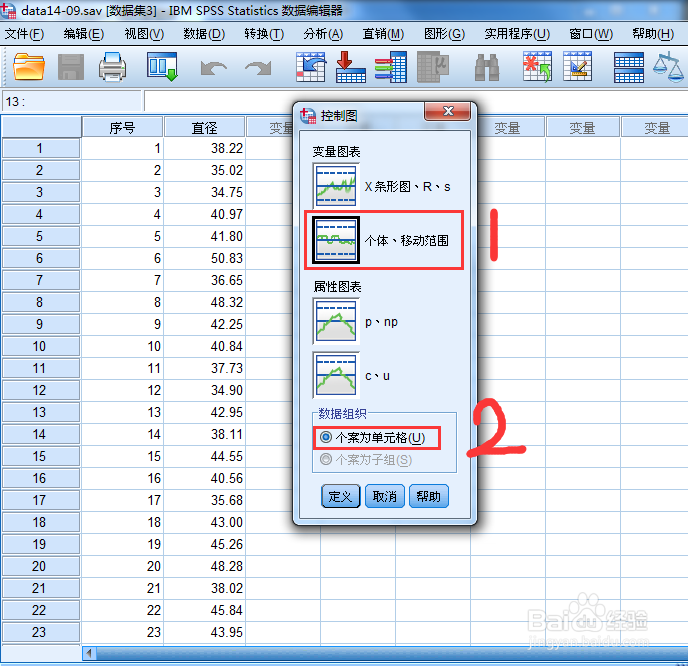
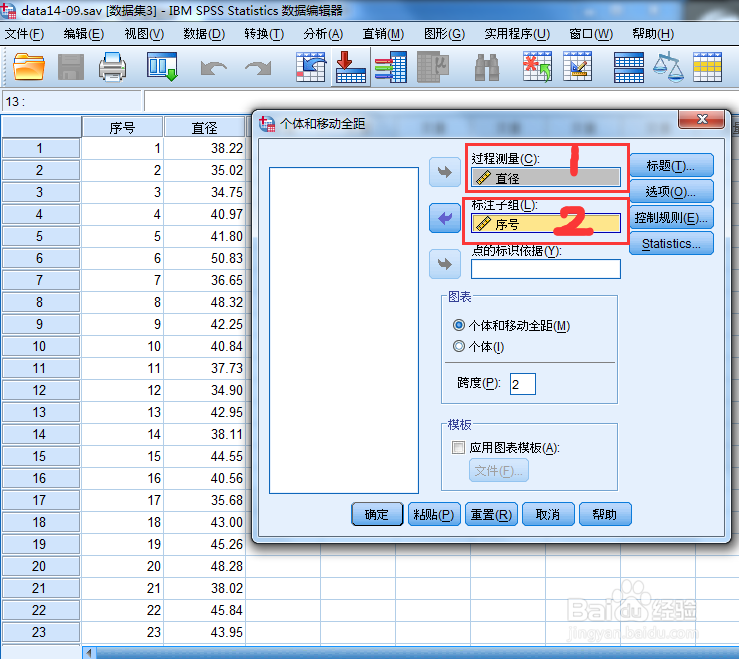
8、然后重复第2步,并在控制图窗口中,选择“个体、移动范围” ,“个案为单元格”,然后进行定义。
9、在个体和移动全距窗口中,“过程测量”栏选择“直径”,用于规定被测量的对象,“标注子组”栏选择“序号”,用来标定字样的变量,然后确定。
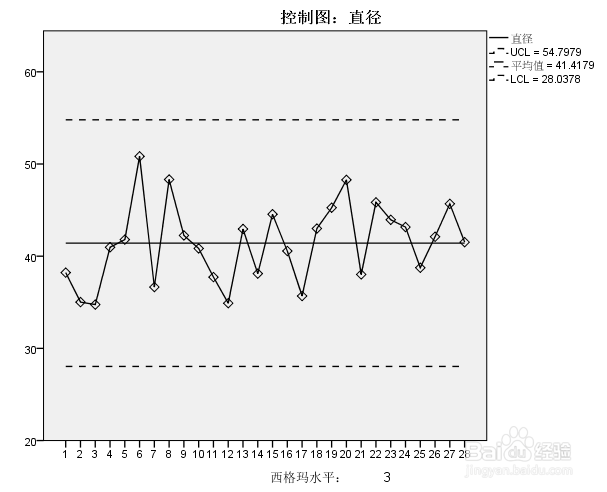
10、控制图就出来了。从“控制图:直径”中可以看出,平均中心线的值为41.4179,并由此计算得到上、下控制限。
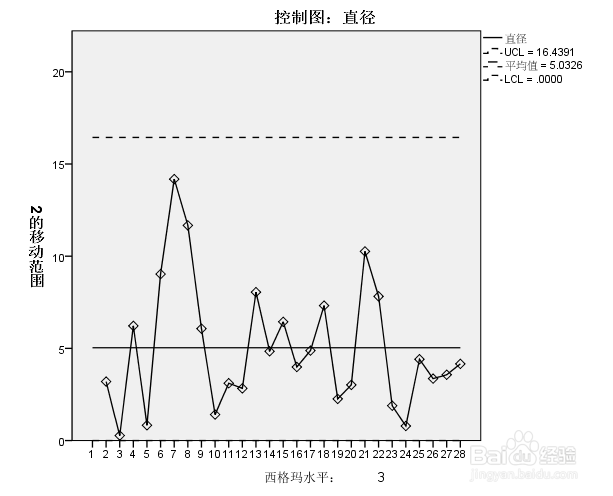
11、从移动全距图中可以看到,平均中心线的值为5.0326,并由此计算上限控制限。
12、下面来绘制第3种控制图(个案为单元的不合格品率,不合格品数控制图),这里以某工厂对生产的小螺丝的质量鉴定数据为例进行绘图,数据如下:
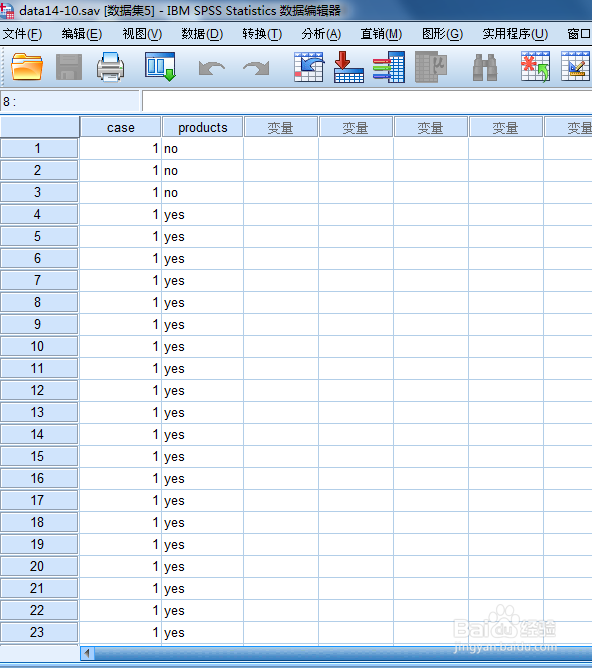
13、同样重复第2步,在控制图窗口中,选择“p、np”,“个案为单元格”。然后进行定义。
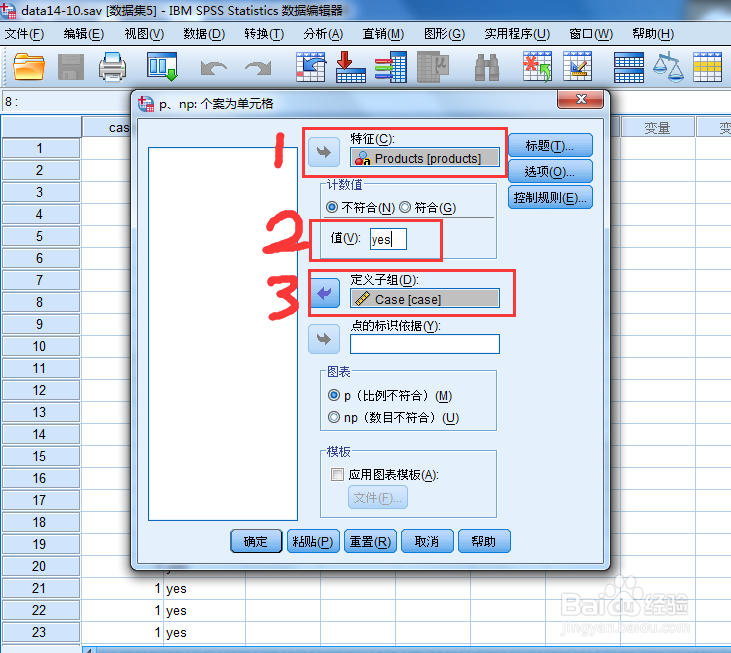
14、在定义窗口中,”特征“中选入产品”products“,在“值”栏中输入”yes“,然后在“定义子组”中,选入“case”,然后点击确定。
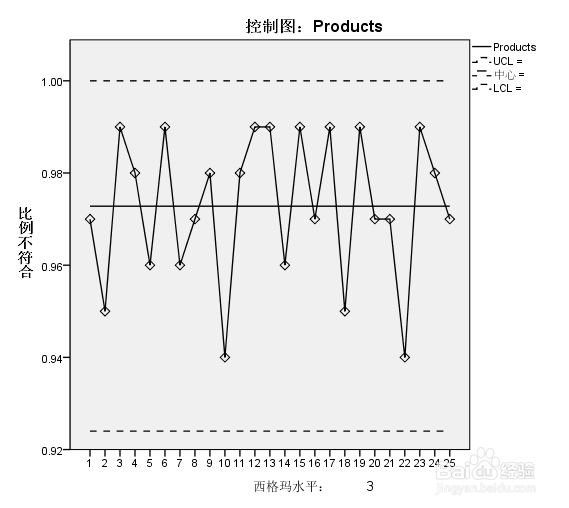
15、从图中可以看到,每个样品在图形的纵轴上都对应一个不合格品数,其中,第10个的不合格品比例最大。
16、最后介绍第4种控制图的做法。这里以某医院每月出现危急外科手术的缺陷数数据为例,数据如下。
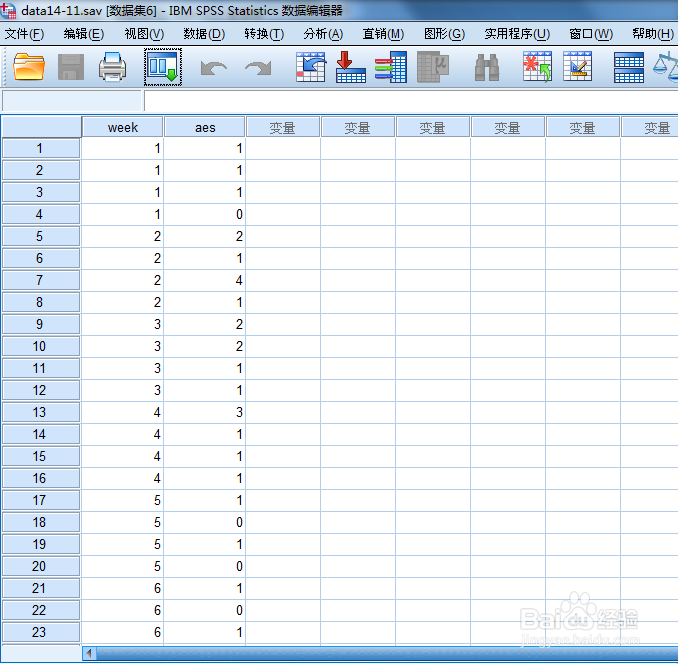
17、同样重复第2步,在控制图窗口中,选择“c、u”,“个案为单元格”,然后进行定义。
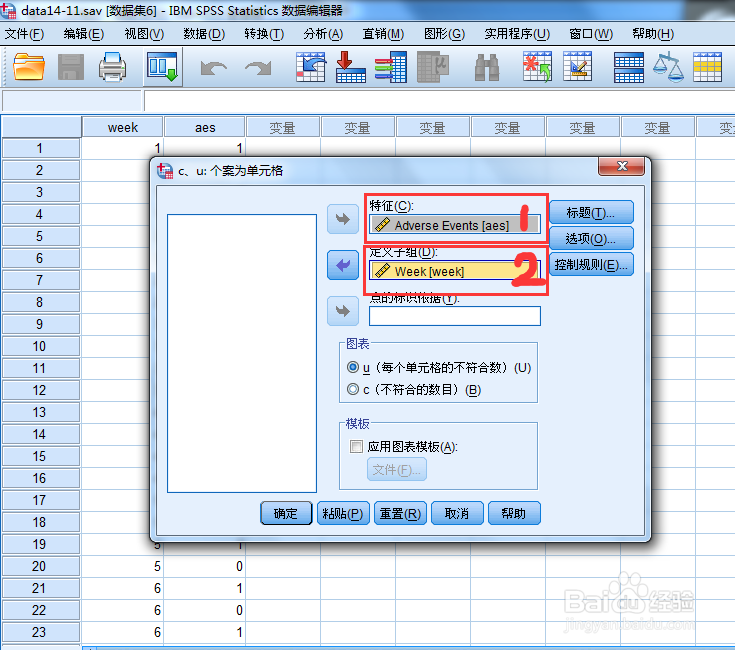
18、进入定义窗口,在“特征”栏中选择“aes”,“定义子组”栏中选择“week”,然后确定。
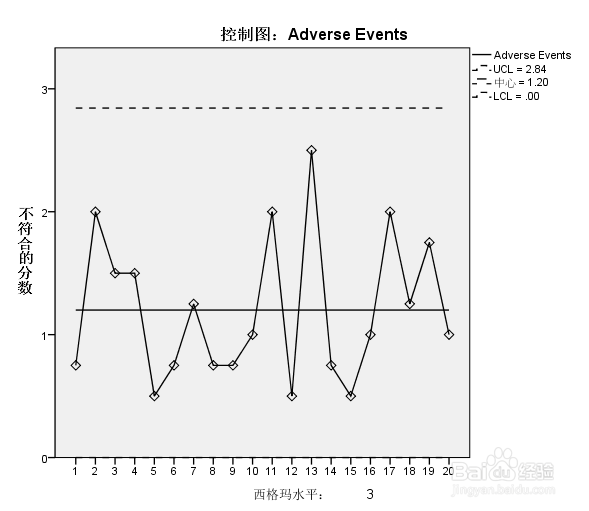
19、从图中可以看出,每周在图形的纵轴上都对应一个缺陷数,其中,第13个的缺陷数最多。
20、SPSS控制绘制方法介绍完了,谢谢大家。