1、它作为nx的一个高速铣削插件它的意义是非常大的,她它弥补了ug对特殊材料的高速动态铣削这个缺陷,让我们可以实现了像mastercam 高速动态铣削一样的功能。
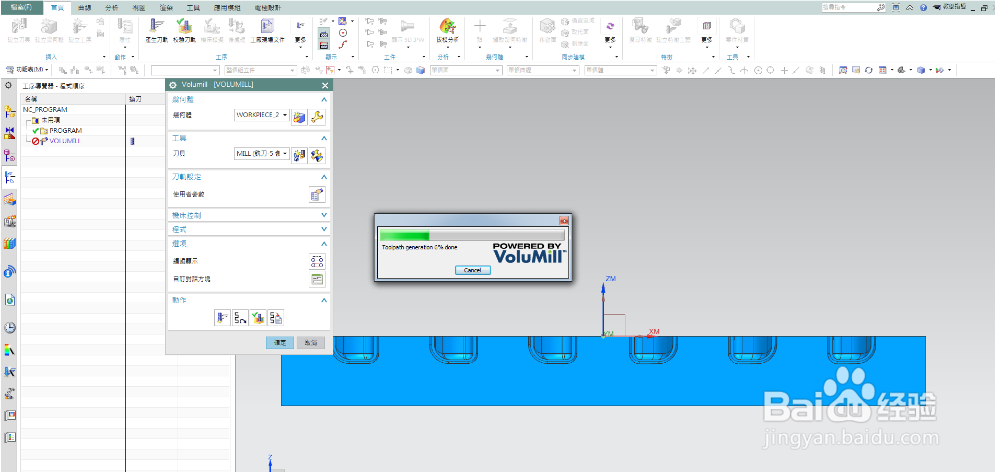
2、VoluMill进刀方式:
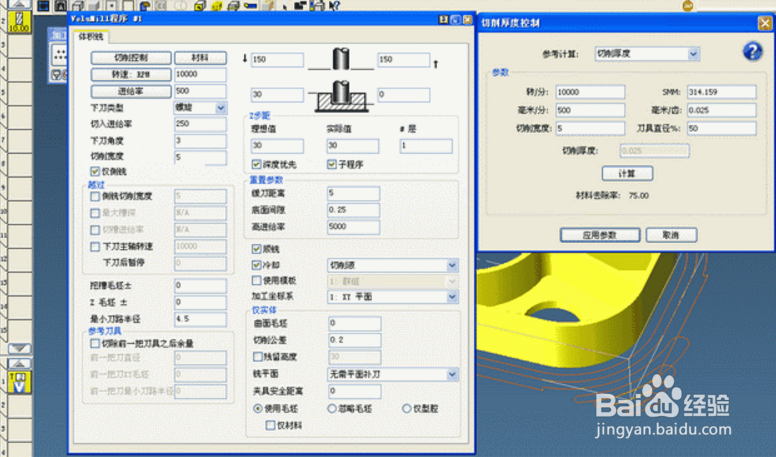
螺旋进刀:
螺旋进刀是默认的进刀方式,是运用最多的一种进刀方式,在加工高硬度材料的封闭区域通常选用这种进刀方式。螺旋进刀的刀具路径直径在25%-45%刀具直径范围内,由VoluMill根据刀具有效直径自动指定的。

3、Plunge clearance 快速运动平面到部件上表面的距离;
Floor clearance 进刀高度到部件上表面的距离;
Contour Ramping Permitted 在遇到狭小区域时,允许沿着部件斜向进刀,其余区域采用设定的进刀方式。
4、斜向进刀:
VoluMill会自动创建斜向进刀的最佳位置和形状,铣削出一个过渡区域。刀具在过渡区域内完成侧向步距的快速过渡。斜向进刀的刀具路径宽度和螺旋进刀一致,在25%-45%刀具直径范围内,这种进刀方式适合软质材料的加工。
5、预钻孔:
使用预钻孔功能时要注意,底孔直径必须大于后续铣刀直径,否则会报错。钻头角度直接与黄色进刀路径的高度相关联,不恰当的钻头顶角可能会引起撞刀事故,使用预钻孔功能时,孔的位置可以由VoluMill自动产生最佳的预钻孔位置,也可以用户自定义。

6、进刀方式无:
进刀方式设为无时,部件所有封闭区域不被加工,只加工开放区域,同时会有提示信息弹出。