1、首先要把气动压紧块调到离锯片越近越好,以不影响锯割即可,其次锯片切削刀的旋转方向以压条定位台板由上往下旋转,这样在切削过程中下面有台板所以稳定性好,可以避免压条崩料产生。
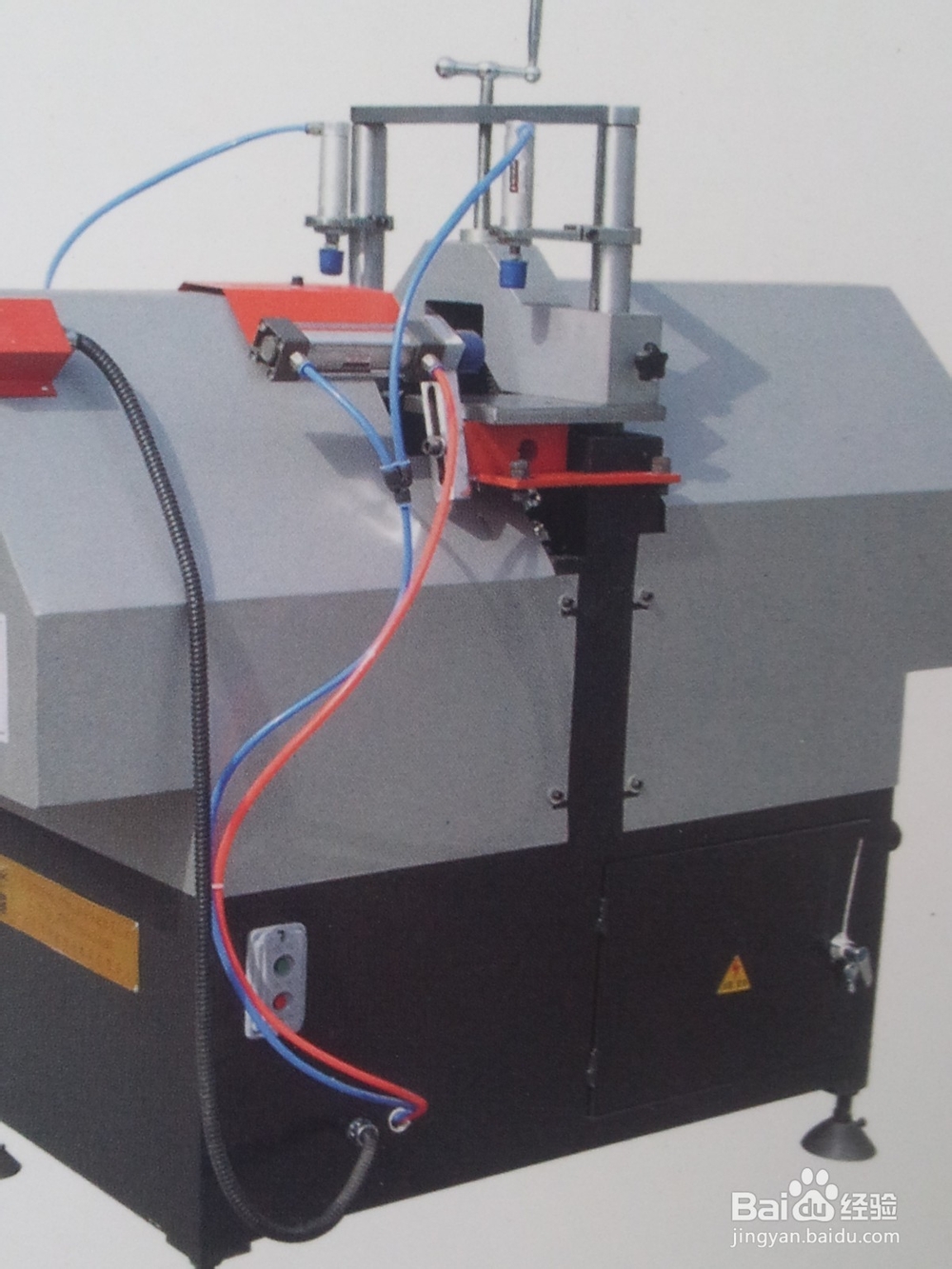
2、同时检查是否锯片有打坏,缺齿情况或因长时间生产刀片未更换,合金锯片切削刀的磨损,这样也是造成崩料的原因,修补磨损可用油石磨锋利。

3、再一种情况是锯片在切割过程中进给速度过快,造成在一定的单位时间内锯片转速低,应调整锯片在切割过程中进给的速度,使给进速度放慢,从而提高单位时间的锯片转速。

4、有些塑钢厂家没有塑钢压条锯,用转台式斜断锯(铝合金切割锯)下塑钢压条,也经常出现崩料现象,造成这种现象的原因也是操作人员切割过程中给进速度过快,只有正确用好压条锯的使用方法,才能真正解决玻璃压条崩料现象。
