1、用外径千分尺对轴承位进行测量,确认磨损量;

2、使用氧气乙炔对轴承位磨损表面进行烤油碳化处理;

3、用磨光机进行打磨,直至露出金属原色并表面粗糙;

4、 空试工装,用无水乙醇清洗待修复部位,将SD7000脱模剂均匀涂抹至工装内表面;
5、按比例调和索雷碳纳米聚合物材料,调和至均匀无色差;
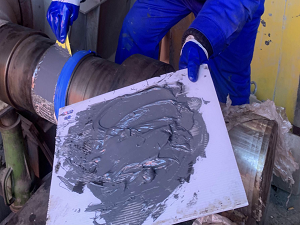
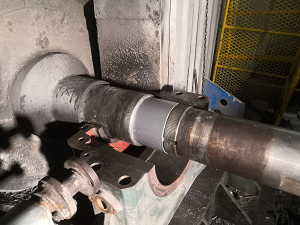
6、将材料涂覆至待修复部位,安装工装,材料固化;

7、拆卸工装并清理多余材料,检查修复尺寸,回装部件即可。
1、用外径千分尺对轴承位进行测量,确认磨损量;
2、使用氧气乙炔对轴承位磨损表面进行烤油碳化处理;
3、用磨光机进行打磨,直至露出金属原色并表面粗糙;
4、 空试工装,用无水乙醇清洗待修复部位,将SD7000脱模剂均匀涂抹至工装内表面;
5、按比例调和索雷碳纳米聚合物材料,调和至均匀无色差;
6、将材料涂覆至待修复部位,安装工装,材料固化;
7、拆卸工装并清理多余材料,检查修复尺寸,回装部件即可。