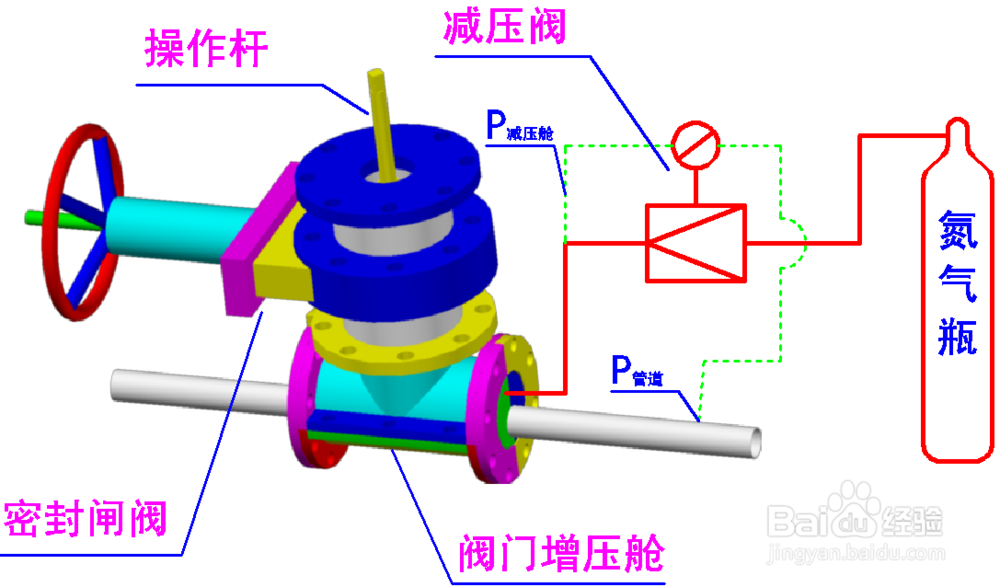
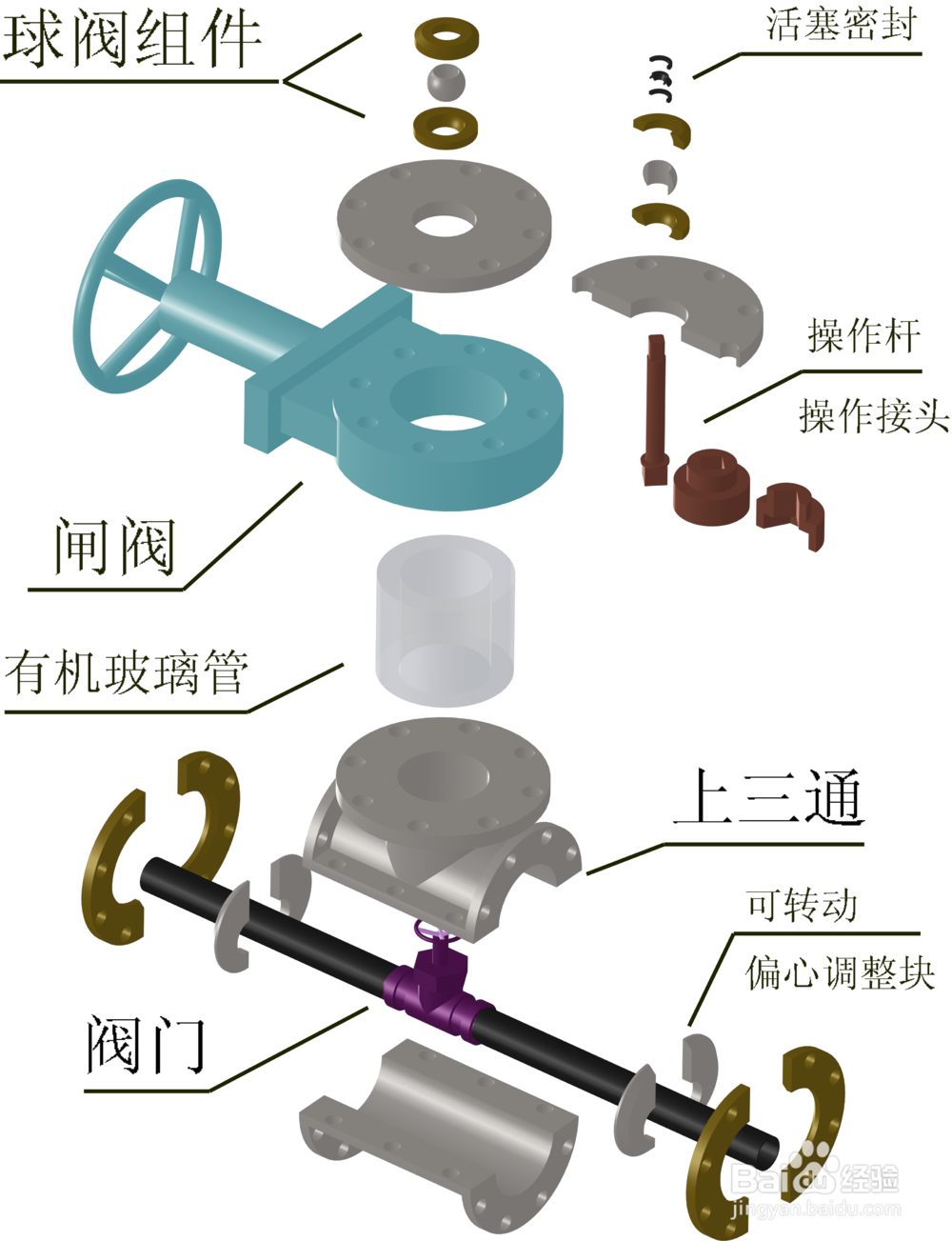
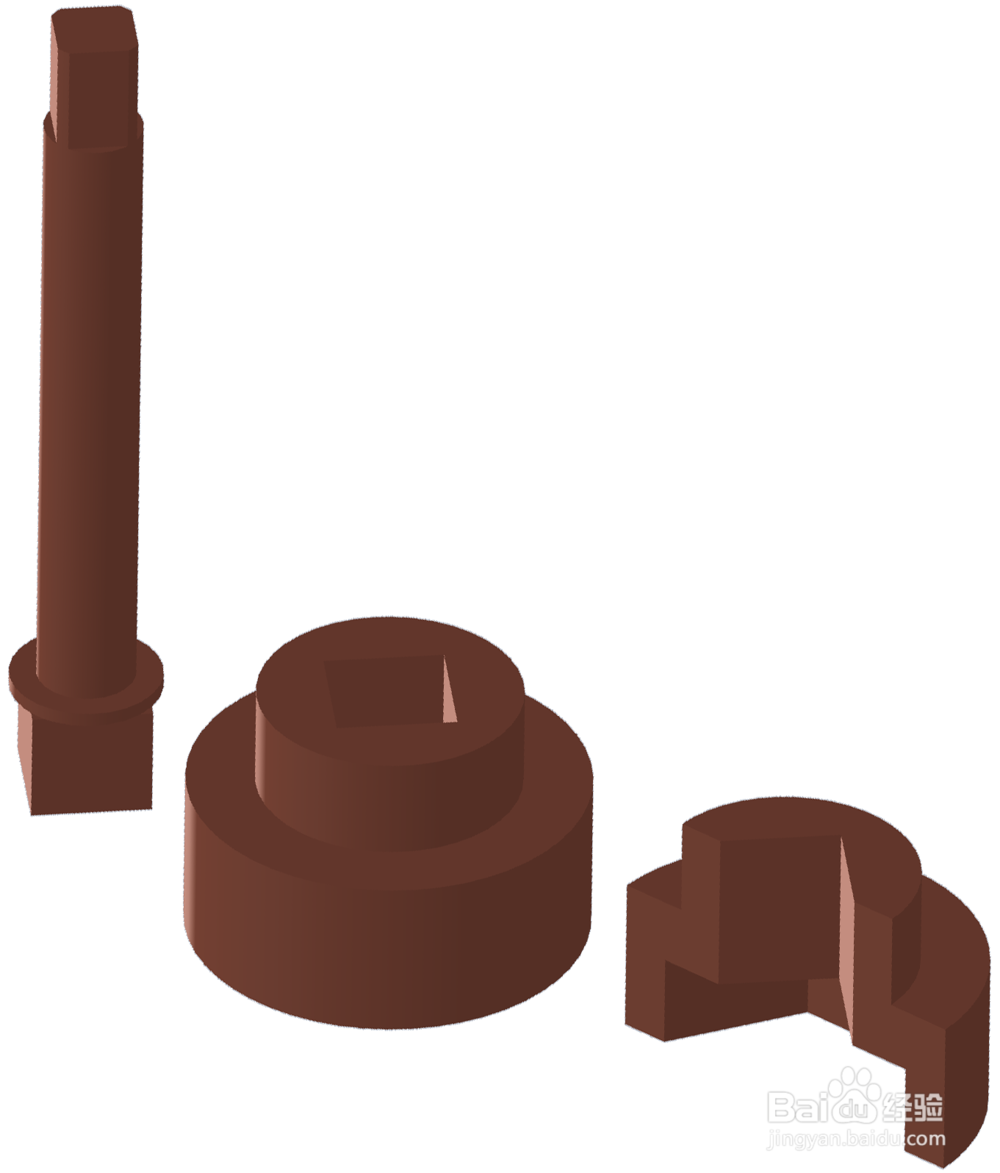
1、A1.如图示,先后安装:A增压舱组件、B有机玻璃观察管、C闸阀、D球阀万向活动组件、E操作杆和操作头。
2、A2.拧紧内部固定器件,拧紧紧固螺栓。防止在操作过程中,管道阀门与增压舱产生偏移,影响密封。
3、A3.拧紧外部紧固支架,对闸阀附近的螺栓做“三角紧固”处理。避免在后期操作过程中,由于螺栓倾斜,增压舱发生扭动变形。
4、A4.注胶密封。安装各组件时,在各组件连接处涂抹“水催化凝固密封胶”。

5、A5.关闭闸阀,充气试压。连接充气瓶,通过减压阀为增压舱充压。减压阀的压力调节根据舱内和管道内的压力差自动控制。
6、A6.试漏密封。用肥皂水喷淋接口处,如有大量泄漏,重新安装堵漏。如果泄漏微弱,十分钟后,等候水和水催化凝固胶凝固后,即可完成密封。
1、B1.拆除阀门压盖螺母。操作杆连接拆卸扳手接头。打开闸阀,将操作杆伸入增压舱内,对准阀门压盖螺母。逆时针拧动拆卸螺母。
2、B2.车除压盖密封。取出螺母,关闭闸阀。操作杆连接“气封车除接头”,伸入密封件处,逆时针拧动,车除碎气封组件。
3、B3.清除气封组件。使用吸管、镊子、抓手等接头,清理车碎的气封残渣。
4、B4.拆除阀门上阀芯。用吸管、抓手等接头,将整个阀门阀芯摘除。
5、B5.清洁阀门内部。用吸管等彻底清洁阀门内部。
6、B6.按照反序逐件回装阀门零部件。注:部分零散组件应用胶水粘粘在一起后,整体安装。
1、C1.密封。安装增压舱时,各处连接部分需用延展垫密封,并在延展垫内侧涂抹“水催化凝固密封胶”。使得在试漏阶段,密封胶能凝固,增强密封效果。

2、C2.内部固定。安装后,增压舱和阀门管道之间存在移动,是导致密封失败的重要原因。因此,在安装时,需要在内部尽可能多地增加固定支架。
3、C3.外部支架。因为增压舱、闸阀等组件比起截止阀和管道要重很多,闸阀等需要多个支架支撑,避免对阀门和管道产生影响。
4、C4.照明观察。在增压舱内适当位置,安装LED照明、反射球面镜、蓝牙照相机等,有助于观察内部情况,方便操作。
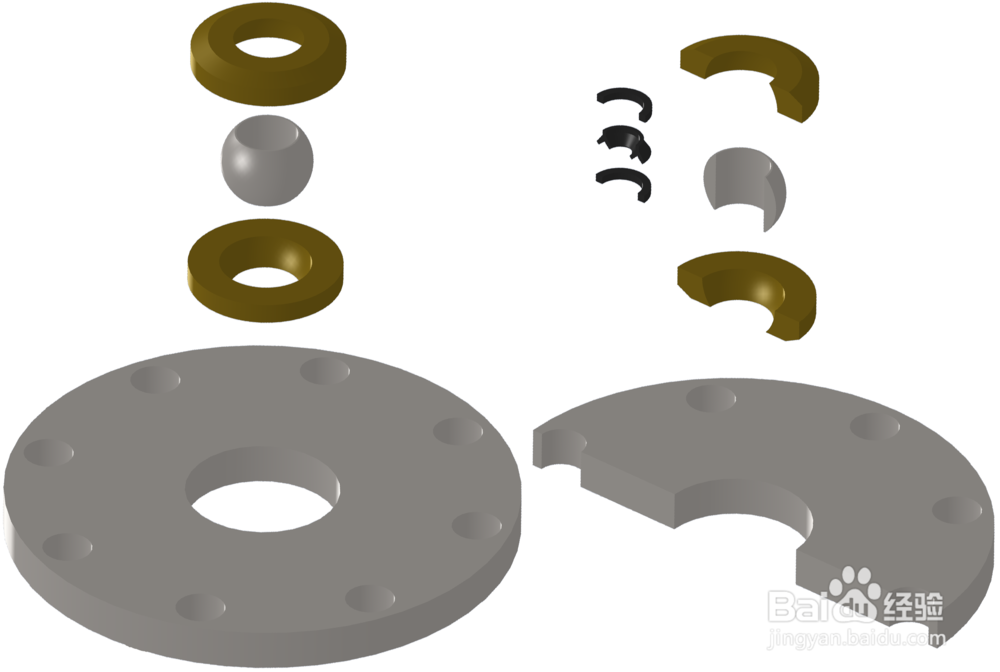
1、详细的零部件细节设计见下图。