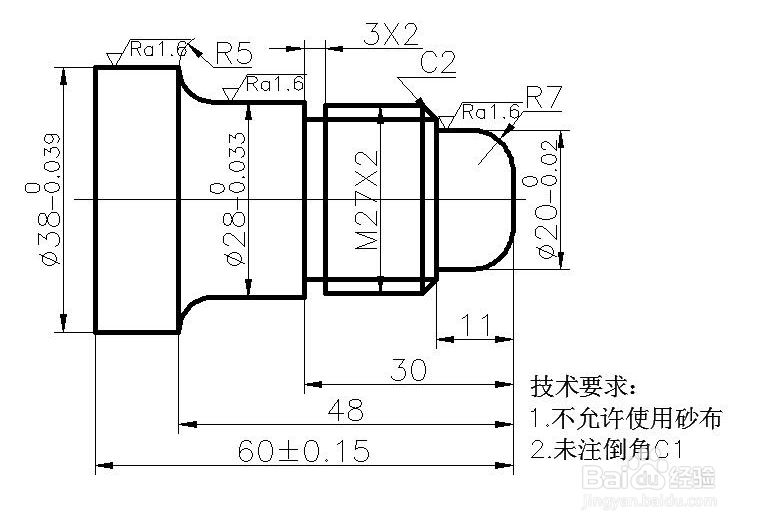
1、零件图纸工艺分析
该零件表面由圆柱、顺圆弧、逆圆弧及螺纹等表面组成。其中多个直径尺寸有较严的尺寸精度和表面粗糙度等要求。尺寸标注完整,轮廓描述清楚。零件材料为铝,无热处理和硬度要求。
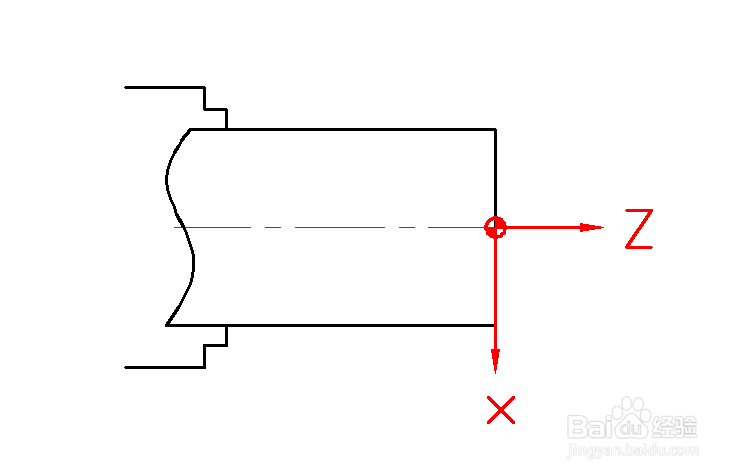
2、装夹方案
以毛坯右端面与回转中心交点为原点建立工件坐标系,左端采用三爪自定心卡盘装夹,毛坯伸出长度80(伸出长度要大于切断长度)
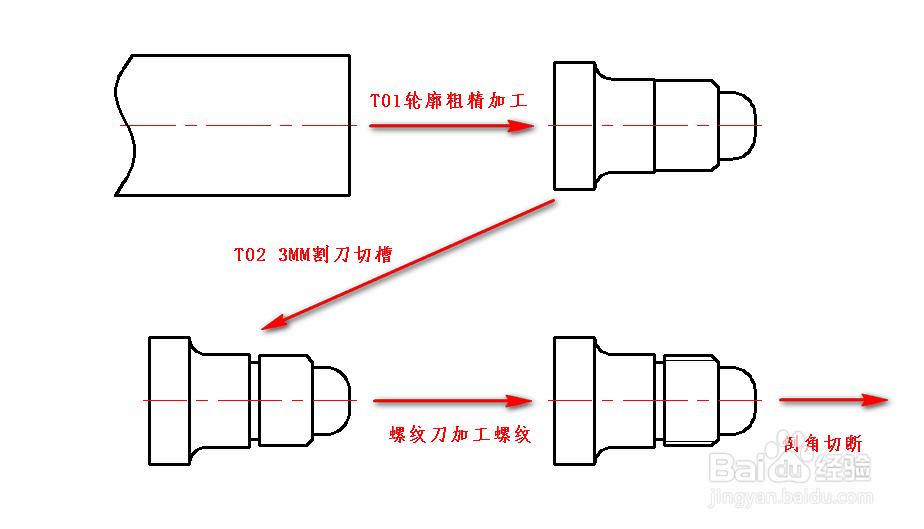
3、加工路线
1、外圆车刀T01用G71进行轮廓粗加工,G70进行精加工
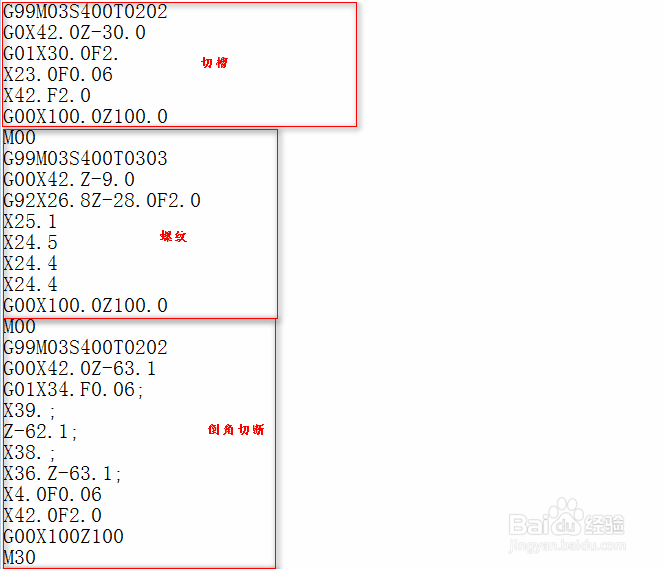
2、3MM割刀T02切槽至尺寸要求
3、60度螺纹刀T03用G92加工螺纹至尺寸要求
4、T02 3mm割刀倒角及切断
5、调头,找正夹紧,平端面至尺寸要求!
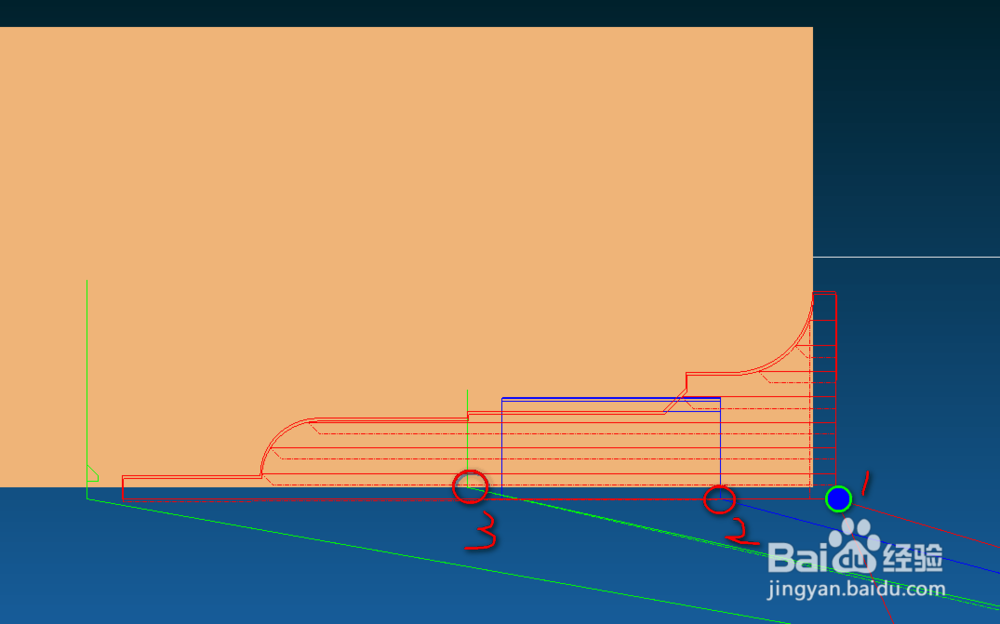
4、加工路线,红色为外圆粗精车,绿色切槽及切断,蓝色螺纹
5、程序解析
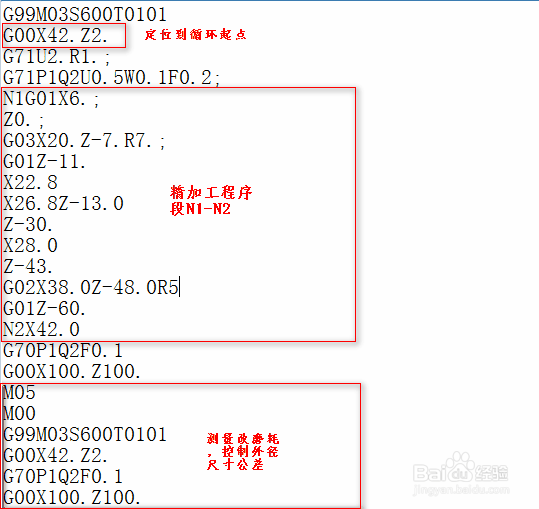
6、G99M03S600T0101
G01X42.Z2.F2. //G00X42.Z2.;
G71U2.R1.;
G71P1Q2U0.5W0.0F0.2;
N1G01X6.;
Z0.;
G03X20.Z-7.R7.;
G01Z-11.
X22.8
X26.8Z-13.0
Z-30.
X28.0
Z-43.
G02X38.0Z-48.0R5
G01Z-60.
N2X42.0
G70P1Q2S800F0.1
G00X100.Z100.
M05
M00
G99M03S600T0101
G01X42.Z2.F2. //G00 X42.Z2.
G70P1Q2S800F0.1
G00X100.Z100.
M05
M00
G99M03S400T0202
G01X42.0Z-30.0F2.0
X30.0 F0.06
X23.0F0.06
X42.F2.0
G00X100.0Z100.0
M05
M00
G99M03S400T0303
G01X42.Z-9.0F2.0
G92X25.9Z-28.0F2.0 //G92中F为螺距值
X25.3
X24.7
X24.4
X24.4
G00X100.0Z100.0
M05
M00
G99M03S400T0202
G01X42.0Z-63.1F2.0
G01X34.F0.06;
X42.;
Z-62.1;
X38.;
X36.Z-63.1;
X4.0F0.06
X42.0F2.0
G00X100.Z100.
M30