1、1. 工件材料误区
超声波焊接对焊接的工件材质是有要求的,不是所有材料都能焊接,有人认为任何材料都可以焊接,这是一大误解。
不同材质之间有的能良好焊接,有的基本能熔接,有的是不相熔的。同一材料之间熔点是相同的,从原理讲是可以焊接的。但是当焊接的工件的熔点大于350度的时候,就不适合超声波焊接了。
因为超声是瞬间使工件分子熔化,判断依据是在1-3秒之内,不能良好焊接,就应该选择其他焊接工艺, 如热板焊接设备,旋熔焊接机,振动摩擦焊接方案等。 什么样的材料适合超声波熔接呢?一般来讲ABS料是最容易焊接,因为熔点低,硬度也硬,反之尼龙是最难熔接的。
2、2. 焊接工件的工艺误区
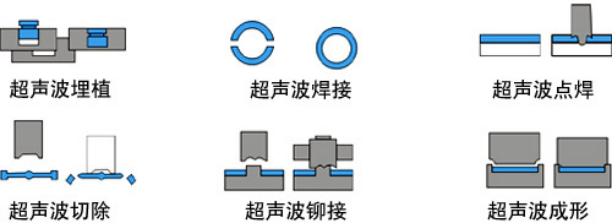
超声波能量是瞬间爆发的,焊接线应成点或者线条以及传递的距离都要符合超声波焊接方式。有人认为只要是塑料材料,无论怎样结合面都可以良好的焊接,这是错误的认识。
当瞬间能量产生时,接缝面积越大,能量分散越严重,焊接效果越差,甚至无法焊接,另外超声波是纵向传波的,能量损失同距离成正比,远距离应控制在7.5厘米之内。焊接线应控制在0.3-0.8mm之间为最佳状态,工件的壁厚不能低于2mm,否则不能良好焊接,特别是要求水气密的产品。
3、3. 超声波输出功率误区
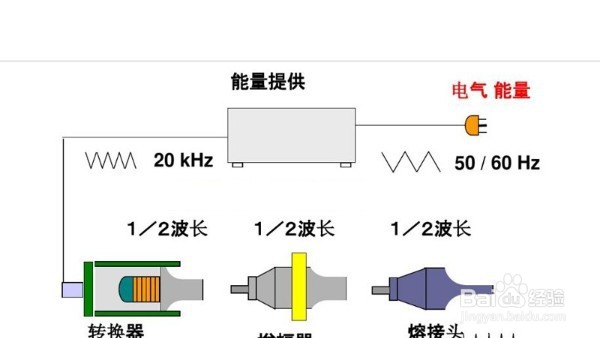
超声波输出功率大小,同压电陶瓷片的直径和厚度,材质,设计工艺决定,换能器定型,最大功率也就定型了,衡量输出能量大小是个复杂的过程。不是换能器越大,电路使用功率管越多,输出能量就越大,它必须要相当复杂的振幅测量仪,才能准确测量其振幅。
由于大多数用户对超声波知识不太了解,加上销售人员的误导,给消费者一个错误的认识,消耗电能多少并不能反映输出超声功率的大小,如产生纵向能量低,而消耗电流大,只能说明设备的效率低下,无功率大之说。