1、首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。

2、在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。

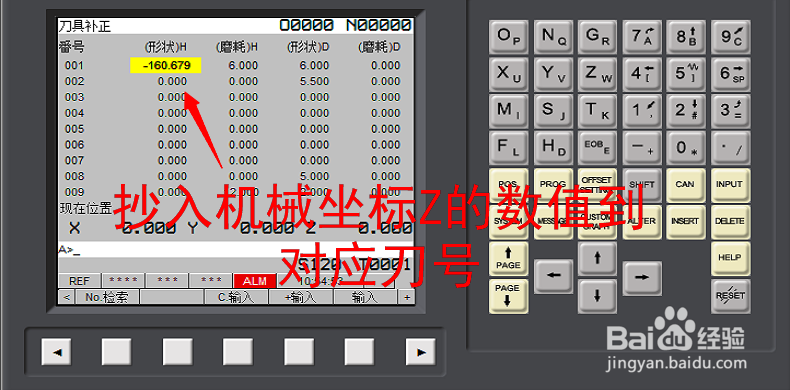
3、按下系统操作按键“SETTNG”,切换到刀具补正界面,把记录的机械坐标Z值,抄入“形状H”对应刀号中。
4、把机床Z轴返回到机床零点位置,完成对刀操作,方便后面对机床的加工操作。
1、首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。
2、在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
3、按下系统操作按键“SETTNG”,切换到刀具补正界面,把记录的机械坐标Z值,抄入“形状H”对应刀号中。
4、把机床Z轴返回到机床零点位置,完成对刀操作,方便后面对机床的加工操作。